


![]() 2020-12-14 15:05:20
2020-12-14 15:05:20
如今,金屬增材制造使用了許多不同的工藝。
可以通過能量來源方式或材料的連接方式對工藝進(jìn)行分類,例如使用粘合劑,激光,加熱噴嘴等。通過材料加工的工藝(例如塑料,金屬或陶瓷)也可以進(jìn)行分類。 原料狀態(tài),最常見的是固態(tài)(粉末,金屬絲或薄片)或液態(tài),也有不同的加工工藝。
粉床系統(tǒng)

用微型渦輪機(jī),渦輪制造的Inconel 718
幾乎所有基于AM粉床系統(tǒng)都使用粉末沉積工藝,該方法用涂覆的方式,將粉末層鋪展到基板和粉末容器上。通常,這些層的厚度為20至100μm。散布粉末層后,將2D切片粘合在一起,也叫3D打印,或使用施加到粉末床的能量束將其熔化。在第二種情況下,能量源通常是一個(gè)高功率激光器,最新的系統(tǒng)可以在惰性氣體氣氛下使用兩個(gè)或多個(gè)功率不同的激光器。
直接粉末加工系統(tǒng)被稱為激光熔化工藝,并且使用許多名稱商業(yè)化推廣,例如選擇性激光熔化(SLM),激光熔凝和直接金屬激光燒(DMLS)。該工藝的唯一例外是電子束熔化(EBM)工藝,該工藝在完全真空下使用電子束。
該工藝逐片、逐層地重復(fù)熔化,直到最后一層熔化并完成加工。然后將其從粉末床中取出,并根據(jù)要求進(jìn)行后處理。
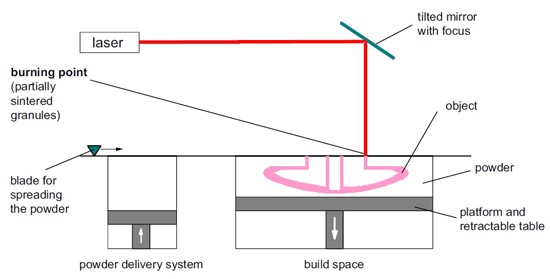
選擇性激光熔融(SLM)粉床工藝的示意圖(Source VDI 3404)
如今,歐洲的Concept Laser GmbH,EOS GmbH,ReaLizer GmbH,Renishaw和SLM Solutions GmbH可提供金屬粉末床熔合機(jī)。這些公司基于相似的選擇性激光熔化提供了多種系統(tǒng),并給自己的工藝使用了不同的名稱。位于美國的3D-Systems也提供基于選擇性激光熔化的系統(tǒng)。正確的機(jī)器選擇取決于終端用戶的要求,激光單元的類型,粉末處理和成型腔是主要考慮的方面。 Arcam Q20使用電子束熔化金屬粉末(Courtesy Arcam AB)。瑞典的Arcam AB制造粉末床熔化系統(tǒng),該系統(tǒng)使用電子束作為熔化過程的能量來源。日本松浦公司提供了一種結(jié)合了粉末床融合和CNC銑削的混合系統(tǒng)。使用粉床的另一個(gè)系統(tǒng)是霍加納斯數(shù)字金屬工藝。該系統(tǒng)由fucbic開發(fā),使用精密噴墨技術(shù)在45微米的金屬粉末層上沉積特殊的“墨水”。施加45微米的粉末層,并重復(fù)該步驟,直到部件完成。然后將零件燒結(jié)以達(dá)到最終的尺寸和強(qiáng)度。該系統(tǒng)的優(yōu)點(diǎn)之一是在室溫下進(jìn)行生產(chǎn),不會產(chǎn)生激光或電子束工藝導(dǎo)致的部分熔化。原則上,在制造時(shí)也不需要支撐結(jié)構(gòu),因?yàn)樗煞鄞仓巍?/span>

Arcam Q20使用電子束熔化金屬粉末(Courtesy Arcam AB)
送粉系統(tǒng)
盡管送粉系統(tǒng)使用相同的原料,但逐層添加材料的方式卻明顯不同。粉末流經(jīng)噴嘴后被處理部件表面上的光束熔化。
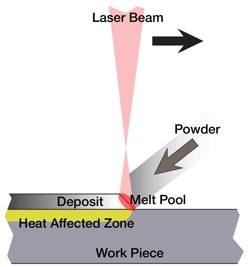
激光熔覆工藝示意圖(Courtesy Sulzer Ltd)
粉末供料系統(tǒng)也稱為激光熔覆,定向能量沉積和激光金屬沉積。該過程高度精確,并且自動沉積厚度在0.1mm至幾厘米的材料層。該方法的特征是包層材料與基礎(chǔ)材料在燒結(jié)時(shí)相結(jié)合以及不存在咬邊。與其他焊接技術(shù)的不同之處在于低熱量輸入穿透基材。
該技術(shù)的發(fā)展是由Optomec使用的激光工程網(wǎng)整形(LENS)粉末輸送系統(tǒng)。這種方法允許向現(xiàn)有零件中添加材料,這意味著它可以用于修復(fù)已損壞的金屬零件,例如碎裂的渦輪葉片和注塑模具插入件,從而在夾持零件和涂層”材料時(shí)提供了更高的靈活性。
提供相同原理的公司有:法國的BeAM,德國的Trumpf和美國的Sciaky。 DMG Mori提供了一種有趣的混合系統(tǒng)方法。激光熔覆原理與5軸銑削系統(tǒng)的結(jié)合為許多工業(yè)部門打開了新的應(yīng)用領(lǐng)域。

 +86-592-6298216
+86-592-6298216



